
Teklif Al

+86-18862679789


admin@evertopest.com

Ekstrüzyon performansı farklı dönüş yönlerine göre farklılık gösteriyor mu?
Malzeme karıştırma işleminde çift vidalı ekstruderin performansı, malzeme karıştırma etkisini, üretim verimliliğini ve nihai ürün kalitesini doğrudan belirler. Vidanın dönme yönüne göre, çift vidalı ekstrüderler birlikte dönen çift vidalı ekstrüderler ve ters yönde dönen çift vidalı ekstrüderler olarak ikiye ayrılır ve ikisi arasındaki temel fark, vidanın dönme yönünde yatmaktadır. Sadece dönme yönündeki bir fark gibi görünen şey, ikisi arasında işleme özellikleri, karıştırma kapasitesi ve ürün uyumluluğu açısından önemli farklılıklara neden olur.
Birlikte dönen çift vidalı ve ters yönde dönen çift vidalı arasındaki temel fark, vidaların etkileşim sürecinde yatmaktadır:
• Birlikte dönen bir çift vidanın iki dişi malzemeyi ittiğinde, bunların itme kuvveti üst üste biner;
• Ters yönde dönen çift vidalı itme malzemesinin iki dişli hattı, itme kuvvetleri birbirini iptal eder.
Bu, hem birlikte dönen hem de ters yönde dönen çift vidaların temel çalışma prensibini ve performans özelliklerini belirler.
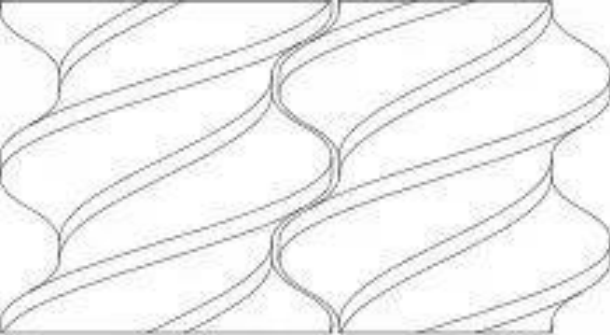
Şekil 4 Birlikte dönen çift vidanın takılması
Birlikte dönen çift vidanın eşleşme modu Şekil 4'te gösterilmektedir. Birlikte dönen çift vidanın iki vidası aynı yönde döner ve vida dişlerinin her ikisi de sağ yönlüdür. Malzeme taşıma yönünün belirlenmesi tek vidalı ile aynıdır.
Ters yönde dönen çift vidanın eşleşme modu Şekil 5'te gösterilmektedir. Ters yönde dönen çift vidanın iki vidası zıt yönlerde döner ve iki vidanın dişleri zıt yönlerde döner. İki vida dışarı doğru döner. Yani, ekstrüzyon yönü boyunca sağ taraf, saat yönünde dönen sol vidadır ve sol taraf, saat yönünün tersine dönen sağ vidadır.
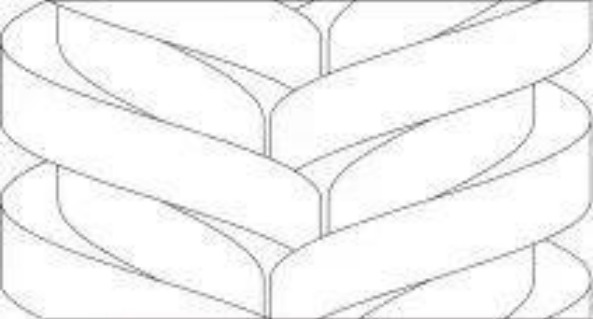
Şekil 5 Ters yönde dönen çift vidalı bağlantı
Simülasyon deneyi sonuçlarının analizi
Fiziksel alan
1
Basınç alanı
Basınç bulutu haritasından (Şekil 6) ve basınç değişim eğrisinden (Şekil 7) görüldüğü gibi:
Birlikte dönen çift vidalı ekstrüzyon işleminde, akış kanalındaki basınç dalgalanır. Birlikte dönen çift vidalı bağlantının ardından yapıya bakıldığında (Şekil 4), basınç dalgalanmasının vida sırtının konumuyla birlikte yukarı ve aşağı dalgalandığı bulunmuştur. Bunun nedeni, vida sırtının, vida yüzeyinin yüksek çıkıntılı bir parçası olması ve ekstrüzyona tabi tutulan malzemenin, vida sırtı içinden geçerken daha güçlü ekstrüzyon ve kesme kuvvetlerine maruz kalmasıdır, dolayısıyla vida sırtı konumunda basınç genellikle nispeten yüksektir.
Ters yönde dönen çift vidalı ekstrüzyonda, kızaktaki basınç ekstrüzyon yönü boyunca önce artar, sonra azalır ve orta konumda yerel yüksek basınç oluşur. Ters yönde dönen çift vidalı bağlantının yapısına bakıldığında (Şekil 5), yerel yüksek basıncın, ekstrüzyon yönünün ortası boyunca birbirine geçme noktasında meydana geldiği bulunmuştur. Bunun nedeni, iki vidanın zıt yönlerde dönmesi ve ekstrüzyon işlemi sırasında malzeme akışının eşit olmaması veya bloke olması, bunun orta konumda birikmesi ve daha sonra kanalda yerel yüksek basınç oluşturmasıdır.
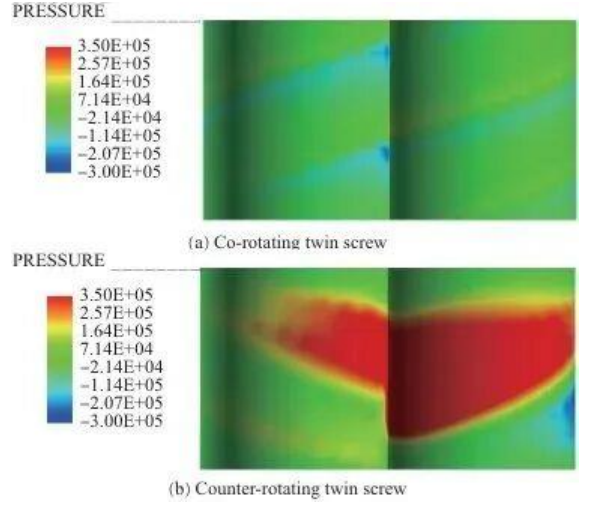
Şekil 6 Ekstrüzyon işlemi sırasında yolluktaki basınç bulutu diyagramı
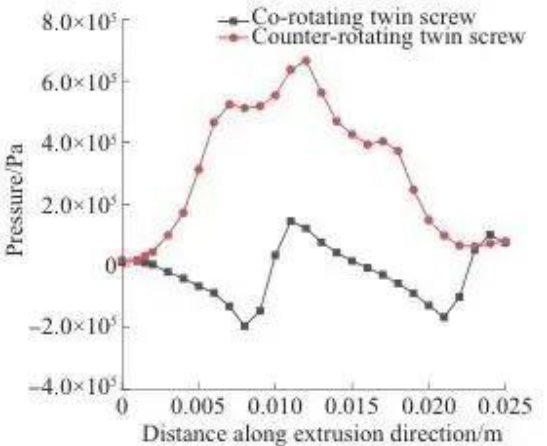
Şekil 7 Basınç değişim eğrisi
2
Kesme hızı alanı
Kayma hızı bulutundan (Şekil 8) ve kayma hızı değişim eğrisinden (Şekil 9) görüldüğü gibi:
Hem birlikte dönen çift vidalı ekstrüzyonda hem de ters yönde dönen çift vidalı ekstrüzyonda, kesme hızı vida sırtında daha yüksek ve vida oluğunda daha düşüktür. Bu olayın nedeni, malzemenin dar boşluklarda daha hızlı akması ve vida çıkıntıları ile namlunun iç duvarı arasındaki boşluğun daha küçük olması, dolayısıyla kesme hızının daha yüksek olması, vida olukları ile namlunun iç duvarı arasındaki boşluğun daha büyük olması ve dolayısıyla kesme hızının daha düşük olmasıdır.
Ters yönde dönen çift vidadaki yerel yüksek kesme hızına sızıntı neden olur.
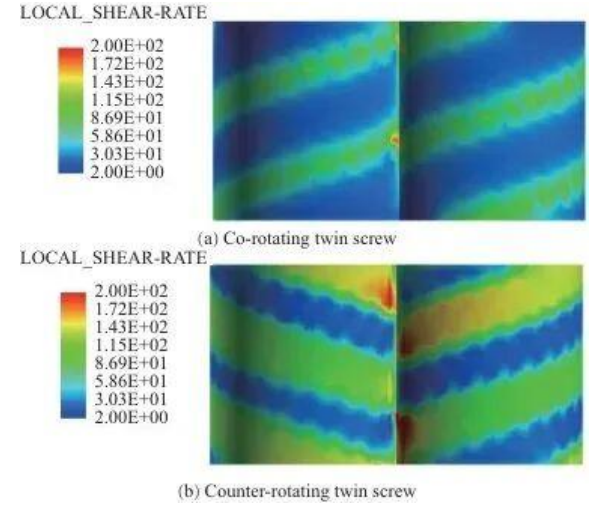
Şekil 8 Ekstrüzyon sırasındaki kayma hızı bulutu
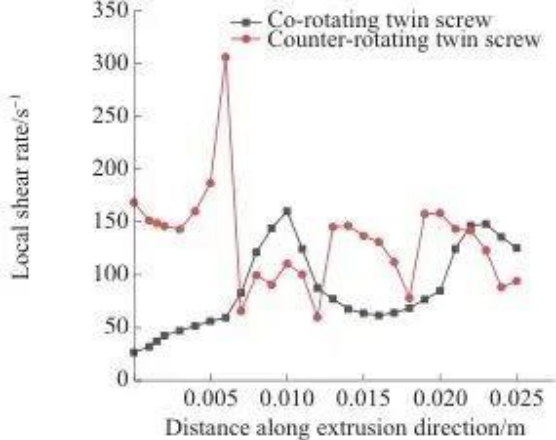
Şekil 9 Kayma hızı değişim eğrisi
Karıştırma esas olarak dağıtıcı ve dağıtıcı karıştırma olarak ikiye ayrılır.
Dağıtılmış karıştırma, malzemenin vidalı rotorun itmesi altında sürekli olarak yeniden düzenlendiği ve yönlendirildiği malzemenin dağıtım sürecini tanımlamak için kullanılır;
Dispersif karıştırma, malzeme parçacıklarının sürekli olarak gerilmesi ve kesilmesi nedeniyle malzeme boyutunun değiştiği süreci tanımlamak için kullanılır. Birlikte dönen çift vida ve ters yönde dönen çift vida arasındaki karıştırma performansındaki farkları analiz etmek amacıyla kalma süresi, dağıtım indeksi, ayrılma ölçeği ve maksimum kayma gerilimi dağılımı gibi yörünge parametrelerine ilişkin matematiksel istatistikler yürütmek için izleyici parçacık yöntemi kullanıldı.
Eksenel karıştırma performansı
Kalış süresi dağılımı, vida elemanlarının eksenel karıştırma performansını ölçmek için önemli bir göstergedir. Malzemelerin çift vidalı ekstrüderlerde kalma süresinin dağılımını iki biçimde tanımlar: sırasıyla olasılık fonksiyonu ve olasılık yoğunluk fonksiyonu ile ifade edilen kümülatif kalma süresi dağılım fonksiyonu ve kalma süresi dağılım fonksiyonu.
1 Kümülatif bekleme süresi dağılımı
Kümülatif bekleme süresi dağılım eğrisi (Şekil 10), sıvının veya malzemenin ekstrüderdeki kalma süresinin kümülatif olasılık dağılımını tanımlar.
Şekil 10'da gösterildiği gibi, birlikte dönen çift vidada, izleyici parçacıkların koşucudan ilk çıkış süresi 1,00 s, koşucudan tamamen çıktıkları süre 54,82 s ve bekleme süresi dağılımının genişliği 53,82 s'dir.
Ters yönde dönen çift vidada izleyici parçacıkların kanaldan ilk dışarı akma süresi 1,48 saniye, tamamen kanaldan dışarı akma süresi 59,80 saniye, kalma süresi dağılımının genişliği ise 58,32 saniyedir.
Birlikte dönen çift vidanın kümülatif kalma süresi dağılım eğrisi, birlikte dönen çift vidanın kümülatif kalma süresinin üzerindedir ve daha yüksek bir eğri, belirli bir anda kanaldan daha fazla parçacığın dışarı aktığını gösterir.
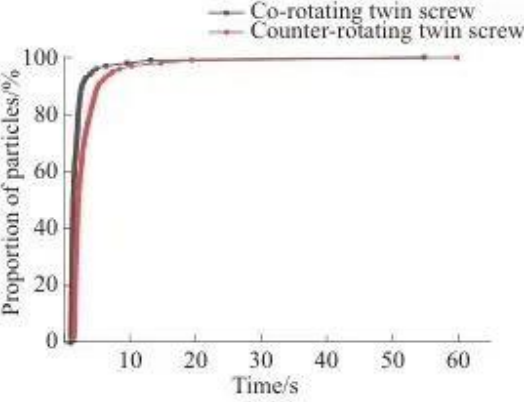
Şekil 10 Kümülatif kalma süresinin dağılımı
2 Bekleme süresinin dağılımı
Kalış süresi olasılık yoğunluk dağılım eğrisi, malzemenin ekstruderde kalma süresinin farklı zaman periyotları boyunca olasılık dağılımını tanımlar. Daha yüksek bir olasılık yoğunluğu, bu süre zarfında malzemenin kalma olasılığının daha yüksek olduğu anlamına gelirken, daha düşük bir olasılık yoğunluğu, nispeten daha kısa bir kalma süresinin göstergesidir. Kalma süresi dağılımının olasılık yoğunluk fonksiyonundan (Şekil 11) şu bilinmektedir:
Birlikte dönen çift vidada parçacıkların çoğunluğu 1,00 ila 1,99 saniyede yoğunlaşır ve ters yönde dönen çift vidada parçacıkların çoğunluğu 1,48 ila 2,97 saniyede yoğunlaşır. Birlikte dönen çift vidanın karşılık gelen eğrisi daha soldadır ve tepe noktası daha yüksektir, bu da birlikte dönen çift vidanın taşıma kapasitesinin daha güçlü olduğunu gösterir. Bu olgunun nedeni, birlikte dönen çift vidalı ekstrüzyon işlemi sırasında malzemenin vida tarafından "∞" şekilli bir yol boyunca zorla taşınması olabilir.
Ters yönde dönen çift vidalı ekstrüzyonda, malzeme "C" şeklinde hareket eder ve C şeklindeki bölmede tekrar tekrar karışıp reaksiyona girer, bu da kalma süresinin uzamasına neden olur.
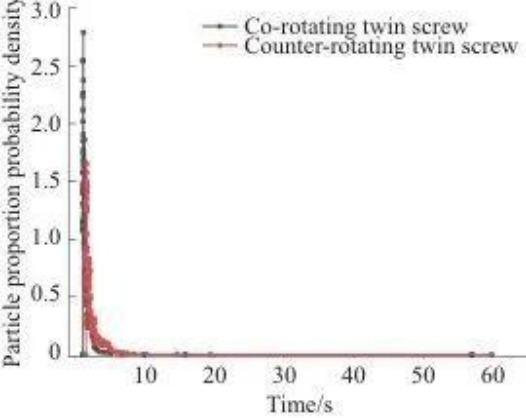
Şekil 11 Bekleme süresinin dağılımı
Dağıtılmış karıştırma performansı
1 Dağıtım endeksi
Dağıtım endeksleri, ekstrüzyona tabi tutulan malzemelerin reolojik özelliklerini ve akış davranışını tanımlar. Ters yönde dönen çift vidanın dağıtım homojenliğinin, birlikte dönen çift vidanınkinden daha iyi olduğu, dağıtım indeksi eğrisinden (Şekil 12) görülebilir.
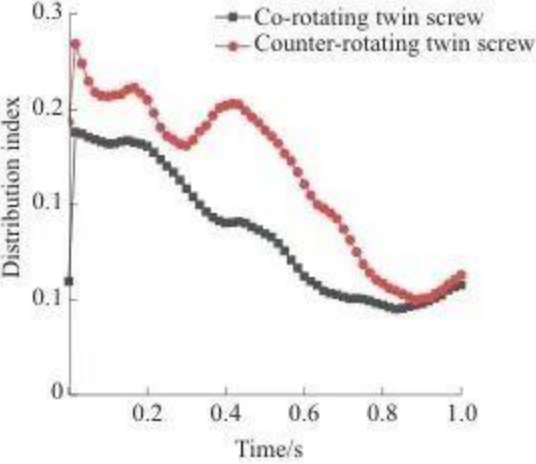
Şekil 12 Dağıtım Endeksi
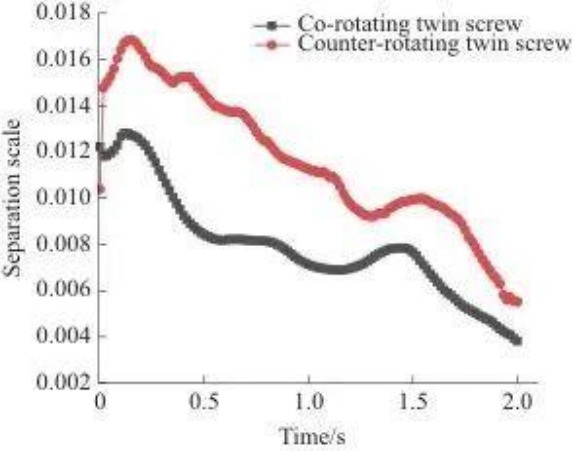
2 Ayırma ölçeği
Ayırma ölçekleri dağıtılmış karıştırma süreçlerini karakterize eder. Şekil 13 ayırma ölçeği eğrisini göstermektedir. İlk anda iki parçacık girişin her iki yanındadır, dolayısıyla ayırma ölçeği değeri büyüktür. Zaman arttıkça, vidalı karıştırma etkisi altında ayırma ölçeği azalır, eğri düşer, yüzey parçacıklarının dağılım karışımının derecesi giderek derinleşir ve akış işlemi sırasında parçacıkların toplanmasından kaynaklanan işlem sırasında bir dalgalanma olgusu vardır.
Birlikte dönen çift vidanın ayırma ölçeği eğrisi her zaman ters yönde dönen çift vidanınkinden daha düşüktür, bu da dağılımın daha düzgün olduğunu gösterir.
Şekil 13 Ayırma ölçeği
Birlikte dönen çift vidalı ekstrüzyonda, iki vida aynı yönde döner ve birbirine geçme noktasında güçlü bir kesme etkisi oluşturur ve vidalar arasında birden çok kez malzeme değişimi yapılır, bu da homojen dağıtım karışımının elde edilmesine yardımcı olur.
Ters yönde dönen çift vidalı ekstrüzyonda, malzemenin çoğu C şeklindeki bölmede tutulur, yalnızca küçük bir miktar malzeme kesme ve germeye maruz kalacak şekilde boşluktan dışarı akar. Sızdırmazlık iyidir, malzemenin yolluktaki düzensiz akışını azaltır ve dolayısıyla karışımın homojenliği de azalır.
Dispersiyon ve karıştırma performansı
Dispersiyon ve karıştırma işlemi, parçacık boyutunun sürekli olarak küçüldüğü bir işlem olup, malzeme parçacıklarının maruz kaldığı kesme ve çekme kuvvetleri bu işlemde önemli rol oynamaktadır.
İzleyici parçacığın yaşadığı maksimum kesme gerilimi, çift vidalı ekstrüzyon işlemi sırasında izleyici parçacığın maruz kaldığı kesme işlemini belirtir. Yüksek kesmeye maruz kalan izleyici parçacıkların oranı ne kadar büyük olursa, vida dağılım etkisi o kadar iyi olur.
Şekil 14 maksimum kayma gerilimi olasılık eğrisini göstermektedir. Şekil 14'te görülebileceği gibi, ters yönde dönen çift vidaya karşılık gelen eğri, birlikte dönen çift vidanın eğrisinin üzerindedir.
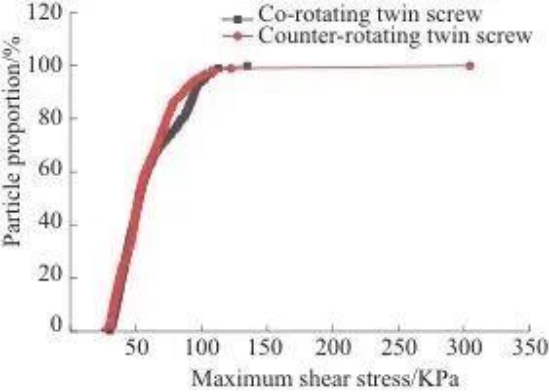
Şekil 14 Maksimum kayma gerilimi olasılığı
Şekil 15 maksimum kayma gerilimi olasılık yoğunluk eğrisini göstermektedir. Şekil 15'te parçacığın dayandığı maksimum kayma geriliminin eğri çıkıntısının zirvesinde yoğunlaştığı görülebilir.
İki eğri özelliği, ters yönde dönen çift vidanın daha güçlü bir dağılım kabiliyetine sahip olduğunu ve birlikte dönen çift vidaya göre daha güçlü kesme ve çekme etkileri sağlayabileceğini göstermektedir.
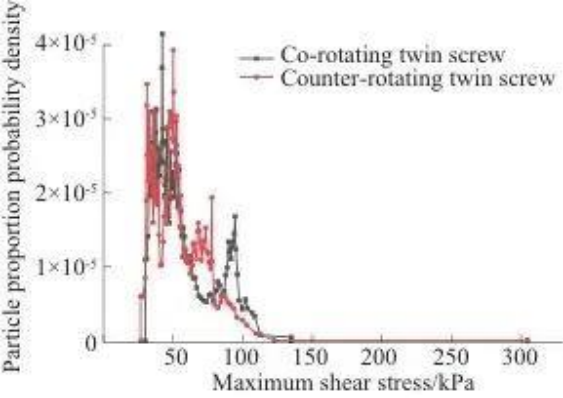
Şekil 15 Maksimum kayma gerilimi olasılık yoğunluğu
Deneysel Sonuçların Analizi
Çekme darbe testi analizi
Şekil 17 ve 18 sırasıyla çekme ve darbe testi verilerini göstermektedir.
Birlikte dönen çift vidalı ekstrüzyonla ekstrüde edilen malzeme kamalarının kopma mukavemeti ve kopma gerilimi, ters yönde dönen çift vidalı ekstrüzyonla ekstrüde edilenlerden biraz daha yüksekti.
Karşı vidalı ekstrüzyonla ekstrüzyona tabi tutulan malzeme kamalarının darbe enerjisi emilimi ve darbe mukavemeti, birlikte vidalı ekstrüzyonla ekstrüzyona tabi tutulanlardan biraz daha yüksektir.
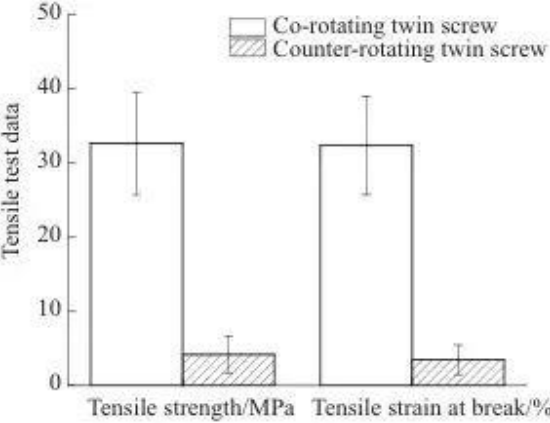
Şekil 17 Çekme testi verileri
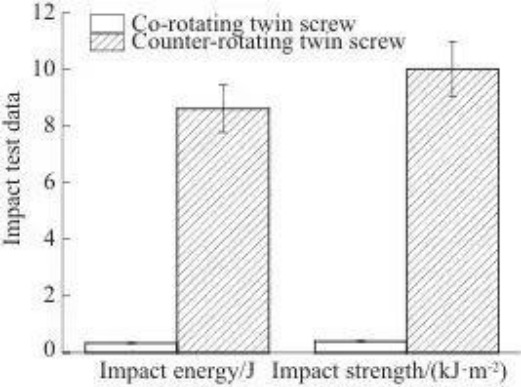
Şekil 18 Darbe testi verileri
Reolojik test sonuçları
Polimerlerin reolojik özellikleri tipik olarak depolama modülü (G'), kayıp modülü (G') ve kompozit viskoziteye (η*) yansıtılır. Depolama modülü malzemenin elastikiyetini, kayıp modülü malzemenin viskozitesini ve kompozit viskozite ise moleküler ağırlığı yansıtır. Polimer eriyiğinin akışkanlığı, moleküler zincir bölümlerinin hareket etme yeteneğine bağlıdır. Vidalı ekstrüzyon, PLA'nın moleküler yapısını değiştirerek moleküler zincirlerinin kırılmasına ve viskozitesinin azalmasına neden olur.
Şekil 19'da açısal frekanslı bileşik viskozite η* eğrisi gösterilmektedir. Şekil 19'dan açısal frekansın artmasıyla η*'nın azaldığı görülmektedir.
Yapısal farklılık nedeniyle, ters yönde dönen çift vida daha güçlü bir dağılım ve karıştırma kabiliyetine sahiptir ve moleküler zincir daha tam olarak kırılır. Bu nedenle, ters yönde dönen çift vida tarafından ekstrüde edilen malzemenin η* değeri, birlikte dönen çift vidanınkinden daha düşüktür.
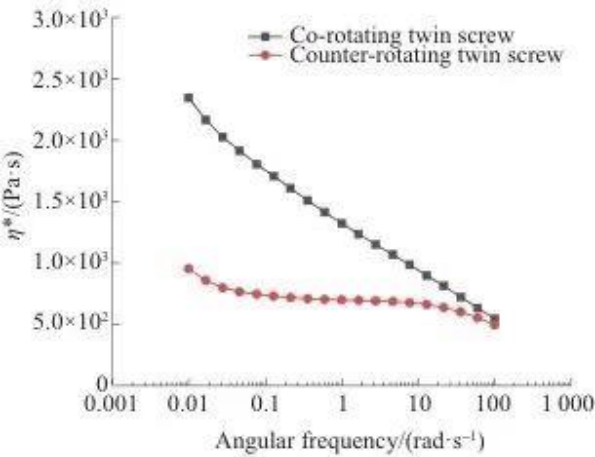
Şekil 19 Eğrileri η * açısal frekansla
Özet
Birlikte dönen çift vidalı ekstrüderlerin avantajları:
• Akış alanı (özellikle basınç) nispeten stabildir.
• Son derece güçlü dağıtım karıştırma yeteneği, malzeme dağılımının yüksek düzgünlüğü.
• Kısa malzeme kalma süresi ve yüksek taşıma verimliliği, ısıya duyarlı malzemelerin işlenmesini kolaylaştırır ve termal bozulma riskini azaltır.
• Ekstrüzyonla üretilen ürünler daha iyi çekme özelliklerine sahiptir.
Ters yönde dönen çift vidalı ekstrüderlerin avantajları:
• Daha güçlü basınç oluşturma kapasitesi (ancak olası yerel yüksek basınca karşı dikkatli olun).
• Daha yoğun kesme, üstün dispersiyon ve karıştırma yeteneği. Daha güçlü bir germe etkisi sağlayabilir.
• Yeterli reaksiyon veya karıştırma süresi gerektiren işlemlere uygun, daha uzun bekleme süresi ve daha geniş malzeme dağıtımı.
• Ekstrüzyonla üretilen ürünler daha yüksek darbe dayanımına ve daha düşük erime viskozitesine sahiptir (daha kapsamlı moleküler zincir kırılmaları).
Doğruyu seçmek alüminyum petek panel üretimi Line, üç temel değişkenin eşleştirilmesini gerektirir: hedef panel spesifikasyonunuz, gerekli çıktı kapasiteniz ve tesisinizin teknik altyapısı. Bunlardan herhangi birini yanlış anladığınızda, günlük opera...
View MoreEvet — çoğu yapısal, yangın güvenliği ve uzun vadeli dayanıklılık uygulamalarında, oluklu kompozit paneller standart alüminyum kompozit panellerden (ACP) daha iyi perfveyamans gösterir . Aradaki fark çekirdekte yatmaktadır: oluklu alüminyum sandviç yapı,...
View More3D Alüminyum Çekirdek Paneller Yüksek Mukavemetli Mimari ve Taşımacılık Sektörlerine Hakimdir 3D alüminyum çekirdekli kompozit panel üretim hattı en kapsamlı üç sektöre hizmet vermektedir: bina cephe mühendisliği (%47 pazar ...
View MoreNeden A2 Yanmaz Panel Ekipmanı Eşsiz Güvenlik ve Verimlilik Sağlıyor? A2 Yanmaz Sınıf Metal Kompozit Panel Üretim Hattı Modern inşaat güvenliği için kesin çözümdür. Geleneksel B1 malzemeleriyle karşılaştırıldığında A2 sınıfı paneller, sıfır ...
View More
Tanshang Köyü Sanayi Kümeleri, Ganghua Yolu, Jingang Kasabası, Zhangjiagang Şehri, Jiangsu Eyaleti, Çin

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Telif hakkı © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Tüm Hakları Saklıdır. Özel Kompozit Panel Üretim Hattı Üreticileri






